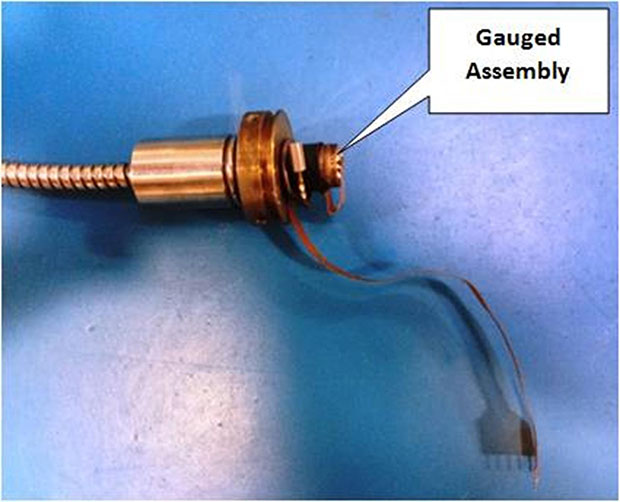
Legacy sensor with gauged assembly, the main component of the legacy product as it defines the specific pressure range the instrument is capable of measuring. Image courtesy of Dynisco.


Latest News
July 1, 2015
The bottom line — it’s a familiar term and a figure that many consider the most important item on a company’s income statement. Net income, net earnings and net profit — all of these terms mean the same thing: an organization’s income after all expenses have been deducted from revenues. So it stands to reason that the easiest way to increase the bottom line, thereby making a company more profitable, is by limiting expenses. While true, this line of thinking has also led some companies to offshore inappropriately and move away from better domestic models of design and production efficiency.
On the other hand — or the other end — of the income statement is a company’s gross sales or revenue, commonly referred to as the top line. Top-line growth is indicative of how effective an organization is at generating sales, but does not take into account any other aspects that can negatively impact the bottom line such as recalls or excessive service costs.
At first it may seem as though top line and bottom line growth are at odds, but as Dynisco Instruments, a manufacturer of sensors, controls and analytical instruments for the plastics industry, has proven, you can have it both ways without sacrificing the integrity of your product.
Dynisco has been using Boothroyd Dewhurst’s Design for Manufacture and Assembly (DFMA) software since 2009, but it’s not just the software that is making a difference at Dynisco, it’s how the DFMA philosophy is being introduced throughout both the design process and the supply chain.
Design Decisions Impact the Supply Chain
Dynisco’s sensors are used in the plastics extrusion industry to accurately measure pressure and temperature. One of its most recent designs, a product called Vertex, a mercury-free melt-pressure sensor, is a prime example of applying DFMA principles to achieve unique part-count reduction and simplification, leading to reduced costs and improved functionality.
But the road traveled to achieve these bottom and top line profits wasn’t exactly an easy one.
“One of the biggest challenges was addressing the mindset of our organization in terms of what our products were going to look like, and how they were going to be assembled,” says Kevin Dailida, senior director of Global Supply Chain and Plastics Operations at Dynisco. “After taking a hard look at our supply chain, we realized we had way too much inventory. We were building SKU (stock keeping unit) after SKU after SKU. If we wanted to reduce our inventory costs we not only had to look at how we were managing our inventory, but we had to change how we designed and manufactured our products.”
 Legacy sensor filled assembly, including flex and snout. Image courtesy of Dynisco.
Legacy sensor filled assembly, including flex and snout. Image courtesy of Dynisco.The inventory management approach that best fit Dynisco’s needs is called postponement. This method of stocking generic material at lower sub-assembly levels allows for a larger variety of products to be modified and assembled at the finished goods level. As such, the postponement strategy offers ultimate flexibility — a quality highly valued by today’s manufacturers — while maintaining the lowest possible inventory, and therefore cost. Postponement differs from the finished goods model by the level at which the components are stocked. The sub-assemblies are still considered inventory; however, less value, in the form of labor and materials, has been applied at this stage.
In order to successfully implement postponement as a supply chain strategy, Dailida and his team had to ensure that the design specifications of each product supported the necessary stocking requirements.
Modular design, an approach in which the individual components of a product are designed and produced separately, offers the advantages of both standardization and customization.
“When examining our legacy products, we were forced to try to develop a postponement process based on a design that was already there,” says Dailida. “From those experiences we learned that designing new products such as Vertex, with modularity in mind, would allow us to implement a successful postponement strategy on the supply chains of future products.”
Now that’s not to say that legacy products cannot be postponed. The main components of Dynisco’s legacy sensor product are able to use postponement, but only at the filled-assembly level. The gauged assembly, snout and flex all must be assembled and stored as a sub-assembly, making electronics the only aspect of this design that can be added during final assembly.
Dynisco’s Vertex sensor was designed for multiple levels of postponement, making it even more desirable. The major difference between the two designs is the way the components can be manufactured and stocked. Sub-assemblies for the Vertex design include the sensor tip, transducer assembly, flex assembly and electronics assembly. Each component can be manufactured individually and stocked at their respective sub-assembly levels.
This method also allows for multiple variations of sub-assemblies to be stocked and assembled in pre-defined quantities in response to market forecasts and historical sales. Designs of this nature not only lend themselves to better inventory management, but also to lean replenishment efforts and faster lead times.
“With the modularly-designed sensor, we can generate a whole number of different SKUs with the same group of parts. This takes a lot less management on the procurement side of things,” says Matt Miles, manager, DFMA and Value Engineering at Dynisco. “And even in terms of planning — everything flows right from order entry to the manufacturing floor. This design has allowed us to circumvent a lot of the traditional systems we’ve had to utilize in the past.”
Insourcing Suppliers Leads to Savings and Sales
Dynisco’s Vertex project was unique in a number of ways. Their method of supply chain management wasn’t exactly new, but how they went about addressing the necessary changes within the design process is something other manufacturers should take note of — they integrated their suppliers into their design process as early as possible. This form of insourcing not only helped create a highly modularized design that allowed Dynisco to postpone certain sub-assemblies, but also kick-started a paradigm shift within the organization.
“Our suppliers provided us with knowledge to help us bridge the gap in terms of the manufacturing processes and the capabilities that were available, so that way the designers were much more comfortable with the philosophy of modularity,” says Dailida. “They helped our team understand the machining and assembly alternatives that were available to us, as well as the potential pitfalls with our designers’ initial intentions, especially in terms of scalability.”
 Legacy sensor with gauged assembly, the main component of the legacy product as it defines the specific pressure range the instrument is capable of measuring. Image courtesy of Dynisco.
Legacy sensor with gauged assembly, the main component of the legacy product as it defines the specific pressure range the instrument is capable of measuring. Image courtesy of Dynisco.Dailida and Miles agree that this method provided a set of checks and balances that had a very strong impact on the entire design process for this project. However, this was initially another cultural hurdle the organization had to overcome.
“We began critiquing designs at a very early stage, and that took some getting used to,” says Dailida. “The designers felt their designs were being picked apart too soon, but having the suppliers there from the inception of the design and beyond provided beneficial input that we wouldn’t have had otherwise. It took a little while, but once each side began to trust the other’s input, the outcome was invaluable.”
This collaboration across multi-function supply teams led to multiple design iterations, reviews, and adjustments, ultimately providing a 60% reduction in parts associated with the initial sensor tip and a 76% reduction in material costs. Dynisco also saw a 40% reduction in lead time. And these reductions wouldn’t have been possible if the supply chain consisted of all offshore suppliers.
“If you want to include the supply chain in your design reviews and discussions, and have them truly be part of the process, offshoring is not going to be very effective,” says Dailida. “A designer in New England doesn’t want to be sitting on the phone at midnight with his supplier in India — not only because of the time difference, but from a purely logistical standpoint. Having the suppliers nearby, having them touch and feel the part that we’re looking at, you get a much quicker response that saves hours of potential frustration and lost time by the whole team.”
By making these changes to their design requirements and supply chain management, Dynisco not only improved their bottom line, but supported top line growth. Shortened lead times, coupled with a robust design that still offered customers a high level of customization, provided the Dynisco sales staff with some excellent selling points.
“There was a higher level of confidence in this product because of what we saw throughout the design process,” says Dailida. “On the service side, we’re able to quickly replace individual sub-assemblies of the Vertex sensor, whereas with our legacy models, the repair process is much more complex.”
 Vertex sub-assembly components. Image courtesy of Dynisco.
Vertex sub-assembly components. Image courtesy of Dynisco.In total, the changes are not only enticing for Dynisco’s current customers, but give the sales staff a new offering in the marketplace, allowing Dynisco to expand their market base, not just increase profits from savings and cost avoidance.
“It’s extremely important for organizations to find the appropriate tool for the appropriate situation, and that may require some of them to step out of their comfort zones,” Dailida says. “Up until this point, we’ve seen a lot of companies look at different supply chain methods and ideologies as elements of a toolbox, with each organization pledging its loyalty to one method or another — be it lean, total cost of ownership, Six Sigma or any of the others. It’s when organizations begin to look at which approach best suits each case that they’ll begin to experience the same kinds of savings and growth opportunities we’ve seen here at Dynisco.”
More Info:
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
DE’s editors contribute news and new product announcements to Digital Engineering.
Press releases may be sent to them via [email protected].



