AM Peripherals Watch
As adoption of 3D printing for production picks up, a fresh wave of AM peripherals is emerging to help organizations automate workflows and achieve consistent output at scale.
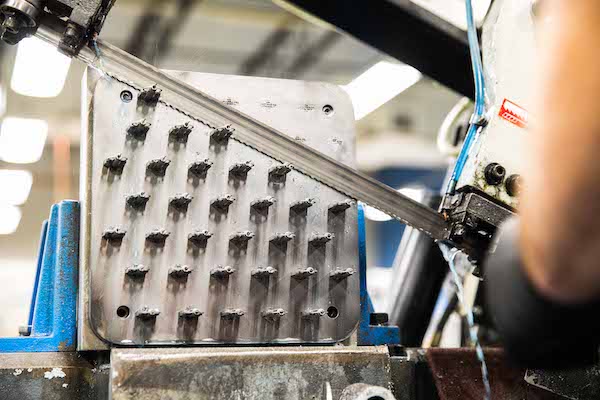
As a 3D service bureau, Protolabs performs DMLS finishing practices in addition to leveraging myriad other AM post-processing capabilities. Image courtesy of Protolabs.

Latest News
October 20, 2021
Fueled by technology advances, lower costs and a desire to capitalize on design freedoms, additive manufacturing (AM) is gaining ground for production-grade applications—a trend driving interest in auxiliary peripherals that bring efficiencies and finishing techniques to the process.
To bolster 3D printer capabilities, the market is being seeded with an array of add-on systems that facilitate much of the post-processing work that has traditionally been handled manually, often with customer-designed do-it-yourself (DIY) processes and workarounds. Specifically, 3D printer manufacturers and third-party providers are rolling out everything from drying cabinets to support removal tools to curing and paint stations and automation add-ons in an effort to bring consistency, quality and efficiency to production-grade AM. Their efforts are designed to address gaps and bring parity to AM, allowing it to compete favorably with traditional manufacturing methods.
“The dirty little secret of 3D printing that no one wants to talk about is that what comes out of the printer, in many cases, is a first-stage part that then needs to be cured, sintered or handled through extensive and quite laborious post-processing work,” says Avi Reichental, co-founder and CEO of Nexa3D. “Now that industries are 3D printing millions of parts on an annual basis, they are uncovering bottlenecks in terms of the time and labor intensity that goes into these processes and the costs associated with them.”

Nexa3D’s x-WASH is a sustainable washing station designed for Nexa3D’s to streamline post-processing workflows. Image courtesy of Trinity Wheeler Photography/Nexa3D.
In many cases, companies have been able to 3D print parts a lot faster than they could take on the post-processing and finishing work, which has created a market for this new class of peripherals. Most offerings concentrate on simplifying, standardizing and automating critical processes, including support removal, washing or blasting for surface finishing, curing of parts for stability, along with a bevy of cosmetic painting and dye applications.
“All of these areas were largely left to end users or third parties to deal with,” Reichental says. “No one paid much attention to them, certainly in the prototyping phase when it was just about low-volume prototypes or jigs and tooling. Now, as we move more decisively into production applications with AM, the same demands we’ve seen for traditional manufacturing are being placed on AM suppliers.”
What’s Out There
Although recommendations for AM peripherals vary according to the application and 3D printing technology used, experts suggest some general guidelines. Users of 3D printers based on powder bed fusion technologies such as selective laser sintering (SLS) or Multi-Jet Fusion will benefit from accessories to help with de-powdering and powder recycling as well as secondary finishing tools for bead blasting or color matching. Powder bed metal 3D printer offerings pair well with de-binding and sintering peripherals while metal-based 3D printers are generally backstopped with computer-numerically controlled (CNC) machines, tools to aid in support removal and add-ons that handle the thermal requirements associated with sintering and cooling parts.
Big Rep, a maker of large-format industrial 3D printers, sees post-processing tools that assist in surface finishing, including the application of paints and fillers, as a promising area, but for now, its contribution to the peripherals market is a drying cabinet for materials. BigRep SHIELD, a large-format dry cabinet introduced in July, stores up to 60 kg of filament in ideal conditions, which the company claims eliminates almost all humidity, which in turn, helps reduce material waste and can help reduce repair costs.
“Keeping moisture out of materials is important because if the filament has moisture when it goes through the nozzle, parts won’t print well and you could experience a failure,” says Tim Ruffner, sales director for the Americas at Big Rep. “Imagine running a 10-day print job and four days in, moisture in the materials causes the print to fail.”
Without an add-on like SHIELD, most companies store filament in vacuum-sealed packaging or devise their own makeshift drying cabinets using everyday plastic containers and totes.
“It’s all about garbage in and garbage out,” Ruffner says. “It starts with the file you’re using and the materials—how you treat and store them is key because it ultimately effects the end product.”
Nexa3D now offers a set of post-processing AM peripherals, including xCURE, for optimizing the curing of all resin-based parts to ensure dimensional accuracy and structural integrity, and xWASH, built to match the build volumes and process requirements of the company’s NXE400 high-resolution printer as a sustainable washing solution.
xWASH, which has been validated for use with Nexa’s xCLEAN environmentally friendly washing solution, directly accommodates the NXE400’s build volume and can accept up to two printers simultaneously to further streamline post-processing workflows.
“There is a certain design intent behind why we disaggregated instead of integrating these components,” Reichental says.
Siemens has various initiatives underway to aid in 3D printing post-processing, from collaborations on the hardware side as well as tuning its Tecnomatix digital manufacturing software to include planning and simulation of 3D printing production processes.
On the hardware front, Siemens developed an intelligent algorithm in partnership with Solukon Maschinenbau GmbH’s SFM-AT800-S depowdering system for metal Laser Powder Bed Fusion (L-PBF) AM platforms. The SFM-AT800-S peripheral rotates an AM manufactured part for depowdering in a sequence that’s calculated from CAD geometry, which allows it to precisely remove the residual powder from cavities, including hard-to-access conformal cooling channels.
“These are very intricate parts with many inner hidden cavities that contain powder from the build process,” says Christoph Kiener, principal key expert at Siemens. “It’s like a complex maze, but the algorithm knows where all these hidden twists and turns are in a particular part. The [artificial intelligence] software essentially guides the powder out of that maze so that it is completely removed from all the internal channels in the most efficient way possible.”
On the software side, the Tecnomatix portfolio enables manufacturers to plan and simulate where to add additional 3D printers or how to leverage assisted guided vehicles (AGV) and robots most efficiently on an AM production line, among other scenarios intended to optimize production.
“It’s been used in traditional manufacturing factories as part of the set up and now you’re adding AM to the mix,” says Tim Bell, head of additive manufacturing for Siemens Digital Industries. “AM is not operating in a vacuum—you have to put everything together in a digital twin of a factory.”
Automating Key Workflows
Automation is a central theme behind Nexa3D and other’s AM peripherals. As part of its xWASH and xCLEAN add-on systems, Nexa3D delivers validated workflows that ensure they can transition from a green-state part to a fully cured and finished part in a repeatable and consistent way.
“Recipes and process algorithms are absolutely mandatory if you want to scale to production and have part-to-part consistency both dimensionally and in terms of mechanical performance,” Reichental explains.

Roboze Automate integrates a PLC controller into the ARGO 500 3D printer to ensure high levels of repeatability during the manufacturing process. Image courtesy of Roboze.
Roboze, another industrial 3D printer maker, has teamed up with automation providers such as B&R of the ABB Group, to integrate programmable logic controller capabilities into its ARGO 500 and 1000 printers to enhance machine performance and to boost repeatability and precision.
The add-on, Roboze Automate, records a digital DNA of the part during the manufacturing process, essentially maintaining a digital twin that can be used for quality assurance and quality control processes, says Alessio Lorusso, CEO and founder of Roboze.
“Industrial 3D printing is an innovative manufacturing method which is enabling a higher level of transparent parts production, on demand and at the point of use,” Lorusso says. “Automation capabilities like Roboze Automate remove possible instances of human error and log any anomalies that occur during production,” which aids in the certification of parts, he explains.
Roboze Automate’s use of programmable logic control (PLC) technology brings 3D printing automation to the next level, putting it on par with traditional manufacturing methods, he claims.
“Roboze Automate streamlines the process and seamlessly works with existing technologies so that it becomes one with a current production system rather than working against it,” Lorusso adds.
3DQue Systems is training its attention to fully automating high-volume production with Quinly, a printer add-on that automates 3D print jobs and parts removal so technicians or design engineers don’t have to wait around for finished print jobs.
The system, which works with FDM printers, including the Ender 3, PRUSA and Ultimaker, attaches to the print bed, delivering a proprietary adhesion that eliminates the need for glue or other adhesives; when cooled after printing, it automatically releases parts without requiring force to remove them. This clears the bed for the next print job to commence and results in unattended, continuous operation.
Users set up the job from their browser. “We’ve made the software smart enough so that you can do any number of prints in any order,” says Mateo Pekic, co-founder of 3DQue and inventor of the technology.
Third-party Service Options
Given the scale of the investment and the dizzying number of post-processing peripherals now in the mix, many organizations, especially smaller ones, may opt out of building out their own AM production capabilities and instead stick with the service provider route.
“There’s a lot of post-processing equipment required to get to a production part, which varies across needs and applications,” says Maricarmen Senosiain Villalon, direct manufacturing product manager at Stratasys Direct Manufacturing, the on-demand manufacturing services arm of 3D printer leader Stratasys.
As part of its arsenal of post-processing tools, Stratasys Direct regularly employs peripherals to help automate and streamline cosmetic coating and paint applications, tumbling and media blasting for surface finishing, even special baths and tools to aid in support removal. There are CNC machines as well as coordinate measuring machines and scanners for parts inspection and quality control processes.
Recently, parent company Stratasys teamed up with DyeMansion, a leader in polymer post-processing solutions, to create a reference architecture that supports mass production of 3D printed end-use parts with consistently high quality. The DyeMansion Print-to-Product systems complements Stratasys printers to streamline the cleaning, surfacing and coloring of parts.
Overseeing the production of close to 120,000 parts per month, Protolabs, another prominent manufacturing service bureau, leans on a similar lineup of post-processing peripherals, however, many solutions are purpose-designed and built by the company given they have to accommodate so many different build scenarios.
“We’re always looking for new ways to reduce costs and achieve further efficiencies, but building our own solutions to do it gives us a competitive edge,” says Joe Cretella, applications engineering supervisor at Protolabs.
Cretella says engineering organization need to fully understand their start-to-finish processes and how they fit into their production environment and expectation of parts. “If you’re building one part, even in significant amounts, off-the-shelf systems can work for you,” he explains. “It’s more difficult to find automation solutions for finishing work when you’re doing different geometries.”
Beth Stackpole is a contributing editor to DE. You can reach her at [email protected].
More BigRep Coverage
More Nexa3D Coverage
More Protolabs Coverage
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Beth Stackpole is a contributing editor to Digital Engineering. Send e-mail about this article to [email protected].
Follow DE


