Beyond Plastics: The Latest in RP&M Material Options, 1 in a Series
Current and upcoming material options push the envelope with flame retardancy, high temperature tolerance, and flexibility.


Latest News
February 2, 2009
By Susan Smith
Page 1 | 2 »
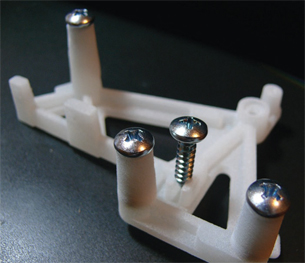 DuraForm PP 100 Plastic from 3D Systems is the industry’s first polypropylene material and is designed to be tough and rugged. It can be used for self-tapping screws. |
During the past year, a number of new materials have been developed for use in rapid prototyping and manufacturing (RP&M) that indicate it is a maturing industry. Rather than simply offer a new plastic or metal, developers have been hard at work creating materials aimed at addressing specific applications.
In some cases, use of these materials is being driven by an increasing demand for fused deposition modeling (FDM) machines by service bureaus as well as individual organizations as an alternative to injection molding. This might be due to the fact that Stratasys, the company responsible for commercializing FDM, also markets the Dimension 3D printer, an office 3D printer based on FDM technology that sells very well. The Dimension 3D printer is driving acylonitrile butadiene styrene (ABS) material use, whereas polyamide material (a nylon material used in laser sintering machines) is coming from such companies as EOS and 3D Systems. DSMSomos, Huntsman, and 3D Systems also provide some higher strength stereolithography materials.
Z Corporation is in a class all its own with a 3D printer that offers color materials. It uses an epoxy type resin as an infiltrant that gives the part strength, and is used for form and fit applications, but not for functioning parts. Z Corporation has ventured into other markets as well where models of buildings and geography can be easily generated accurately and in color. Another company that has come up with its own process, still under the heading of 3D printing, is Objet Geometries. Its PolyJet process involves jetting the photopolymer through an inkjet printhead.
 Accura ClearVue is a new stereolithography material from 3D Systems with excellent transparency, outstanding durability, and low viscosity for virtually colorless parts with a modulus range that bridges two of the most widely used thermoplastics — ABS and polypropylene. |
Direct metal laser sintering (DMLS) is being used increasingly in medical and dental applications, and is just beginning to be introduced in the area of aerospace as well. The metals used in these processes currently are titanium alloy and cobalt chrome, both of which are used extensively in creating the copings for bridges and crowns in the dental field.
Design to the Process & Material
Each of these processes rely on some material or combination of materials. The materials are made by companies other than the system manufacturers in almost all cases, and then the system manufacturers might reform the material to make it fit their processes. Objet is an exception to this rule: the company actually develops chemistry and its own material products.
Stratasys buys a raw material and then produces the filament material on spools in house. In the case of laser sintering, it will buy the materials from companies that manufacture materials such as nylon powders. A company will buy it and certify it, thereby ensuring it has some level of quality so it runs reliably in their systems.
Materials have properties specific to their use, so that a flame retardant material may not be necessary for someone designing a toothbrush, for example. Flame retardancy, strength, water solubility, flexibility, rigidity, and pliability are all properties that are sought after for individual uses. Rigidity is a factor of ABS materials, used for things like electronic shrouds, cell phones, and vacuum cleaners. Durable materials like polypropylene are chosen for those items that require a snap fit. They are pliable and maintain a measure of flexiblility.
In stereolithography, a designer must design to the process and material being used. Most are epoxy-based resins that offer durable and accurate models. For FDM, it’s usually thermoplastics. For selective laser sintering (SLS), they are generally high-performance polymers designed to withstand high temperatures while providing great strength.
|
 A ring with and without supports built on the 3D Systems ProJet CPX 3000 3D printer with the new VisiJet CPX200 wax build material (blue) and new VisiJet S200 dissolvable wax support material (white).
A ring with and without supports built on the 3D Systems ProJet CPX 3000 3D printer with the new VisiJet CPX200 wax build material (blue) and new VisiJet S200 dissolvable wax support material (white).According to Ronald Hollis, CEO of Quickparts and author of Better Be Running, Tools to Drive Design Success, while there is a lot of hype around new plastics being better than their previous iterations, basically “the performance of materials is geometrically dependent upon design, orientation can determine the success of your build.”
FDM — Latest and Greatest
Of the additive fabrication processes that produce plastic parts from MCADmodels, FDM is often thought to be the slowest, yet strongest. It is used toproduce fully functional parts, as well as to test form, fit, and function ofnear production-quality parts.
According to Stratasys Incorporated’sTechnical Communications and Public Relations Manager Joe Hiemenz, the “slow"aspect of FDM is an old myth resulting from singling out the part’s time in theprinter. In fact, says Hiemenz, when you take into account the entire processneeded to produce a part, the FDM process is equal to or faster than manypopular competitive processes like SLA and SLS.
“The FDM process doesn’thave labor-intensive extra steps like breaking out and, containing powders,infiltrating or curing parts, or handling hazardous byproducts,” says Hiemenz.“FDM has only three steps. Some competitors have up to 16.”
At EuroMold this year, one new material stood out as a first in the industry for FDM: SABIC’s ULTEM 9085. Expected to be offered by Stratasys this quarter, it is a high-performance thermoplastic intended for use in the FDM 900mc and FDM 400mc machines.
What makes ULTEM 9085 notable is that it is a strong, lightweight, flame-retardant thermoplastic designed for aircraft interiors. For the first time, ULTEM 9085 can be used for direct digital manufacturing and rapid prototyping via the FDM additive fabrication process.
Prior to this announcement, ULTEM 9085 was used for conventional manufacturing methods only. The material features strength and flexibility, and results in parts that are 5 to 15 percent lighter than other aerospace plastics. Its V-Ø rating for flame, smoke, and toxicity (FST) has made it a good choice for the aerospace industry — it was originally developed to boost plane fuel efficiency and cabin safety. The fact that ULTEM 9085 is already certified for use on commercial aircraft means that manufacturers can bypass a lengthy certification process, possibly trimming years off the material development process.
 Objet Geometries’ DurusWhite, FullCure430 polypropylene-like material simulates the toughness (notched Izod impact of 40.22 J/m), flexibility (elongation at break of 44.2 percent) and strength (modulus of elasticity of 1135MPa) of polypropylene. |
According to press materials, ULTEM 9085 is heat resistant up to 320 degrees F and is inherently flame-retardant, offering full FST compliance including OSU heat release of less than 55/55, or 55kWminpm2 for heat release and 55kWpm2 for peak heat release.
Although Stratasys suggests that the material can be extended to the marine and automotive industries, it’s not clear whether that would require another certification process to make the material ready for those industries. Further, what is not mentioned is the cost of ULTEM 9085, which is “quite a bit more” than other plastics, rendering it cost prohibitive for consumer products.
The availability of ULTEM 9085 for FDM means some customers will avoid tooling, and if greater quantities of a part are needed, they can be produced economically with FDM and take far less time to produce. With additive fabrication, changes can be made on the fly by changing the MCAD design. This offers great flexibility over injection molding. There is, however, a breakeven point where the cost per part depends on quantity, and it can become more expensive to produce certain numbers by FDM than by injection molding.
Selective Laser Sintering — A New High Temperature Material
Selective laser sintering (SLS) is used to create prototypes and functional parts. It is used for getting durable, heat-resistant parts used in challenging environments, for testing parts, and for creating complex geometries. Typically, standard resolution for SLS is between 0.005 in. and 0.006 in. The process relies on powdered materials and a high-temperature laser to melt or fuse layers together to produce parts. Parts are generally about 10 times tougher than those made via stereolithography, and about the same strength as FDM parts.
Another first showcased at EuroMold was PEEK HP 3 from EOS, designed for use with its newly introduced EOS P 800, said to be the first high-temperature system for laser-sintering of high-performance polymers. A material from the polyaryl ether ketone family, PEEK has been available for some time but this is the first time it is being used in a laser sintering machine to produce parts. Applications requiring high temperatures such as aerospace and Formula 1 cars will find these high-performance polymers useful, in spite of the high price point. EOS is charging $375 per kilogram for PEEK, which is approximately 11 times the cost of polyamide (PA).
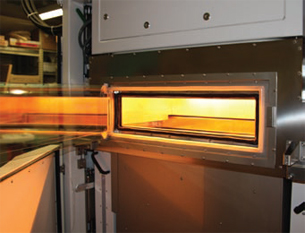 The new EOS P 800 is the first hightemperature system for laser-sintering high-performance polymers. EOS PEEK HP3, a polyaryl ether ketone polymer, is the first high-performance polymer selected for use in the new system. |
According to press materials, the EOS high-performance polymer PEEK HP3 has a tensile strength of up to 95 MPa and a Young’s modulus of up to 4400 MPa, values up to 100 percent above those attained by the PA 12 and PA 11 materials currently available. Depending on the field of application, the continuous operating temperature is between 356 degrees F and 500 degrees F. This makes for excellent application-specific flame-retardant, biocompatibile, and sterile properties.
EOS says the EOS P 800 is suitable for process temperatures of up to 725 degrees F, and is the first high-temperature system to make use of this specific material group for laser-sintering technology. Based on the EOSINT P 730, the system is built to withstand the demands of high-temperature processing by implementing newly designed modules such as processing chamber and exchangeable frame. EOS PEEK HP3 was the first high-performance polymer selected for use in the new system.
Page 1 | 2 »
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
DE’s editors contribute news and new product announcements to Digital Engineering.
Press releases may be sent to them via [email protected].



