Melting It All Together
MCP's SLM machines bring detailed metal parts to the rapid prototyping and manufacturing markets.

Latest News
September 16, 2007
By Al Dean
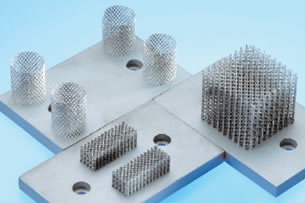 Figure 1: These hierarchical structures built in commercially pure titanium demonstrate how the laser spot size, optics controls, and layer thickness enable the user to build incredible detail into components that could not be manufactured using traditional methods. |
MCP Tooling Technologies, based in Staffordshire, UK, is a name that is synonymous with the prototyping industry. A tour of any rapid prototyping (RP) bureau will uncover one or more pieces of an MCP kit producing part after part and making its owner money. MCP’s expertise has always been in taking standard processes and adapting them for low volumes — one reason for its machines enjoying wide adoption among service bureaus.
Beside the vacuum casting business, MCP also operates in other areas, such as blow-molding, small-scale injection molding, and the production of metal parts using low-melt temp alloys. Alongside these traditional forms of manufacturing, MCP has been working on the selective laser melting (SLM) process. This follows the conventions of other layer-based manufacturing but differs in that the system can process a wide range of powdered metals.
Like the other layer-based processes used by major RP systems, an SLM part’s form is split into layers and each of those layers is built individually, fused to the previous one, layer after layer until the part is constructed. But the SLM process uses a laser beam controlled by some clever optics to melt the surface of a layer of powdered metal to build each layer. You might guess that this system is aiming to melt, rather than to just sinter, metal powder — this gives the parts much greater strength and density.
When it comes to metal parts, every vendor is chasing the goal of 100 percent fully dense parts. By completely melting the metal, you can produce parts that are effectively the same as any forged or cast part. MCP has gotten as close as anyone, with a certified method of producing parts around 98 percent density and can repeat production of parts with greater than 98.8 percent density, which will pass the critical helium leak test at 6x10-10 millibar vacuum.
 Pictured here with a cylindrical-build envelope, a diameter of 5 in. with 3.1 in. of z height, the SLM 100 is the entry level option to the SLM range, while the larger Realizer machine offers the more traditional 10 in. x 10 in. x 10 in.envelope. |
The SLM process is intriguing because of the greatly reduced thickness of the layers. The current iteration of both of MCP’s machines have reduced layer thickness to 0.0007 in. This gives the system an advantage over others because part resolution is greatly enhanced. In Figure 1, you see hierarchical structures produced by the University of Liverpool, which show exactly just how small parts can be built, meaning that there is much less post machining than is common with some other metals-based processes and can result in structures that couldn’t be manufactured any other way.
In terms of build size, this is dependent on the machine you’re looking at. MCP currently manufactures two machines, the SLM 100 and the SLM Realizer. These offer the same core technology and build processes, but the build envelope differs. The SLM 100 has a cylindrical-build platform with a diameter of 5 in. with 3.1 in. of z height, while the larger-scale SLM Realizer offers a more traditional 10 in. x 10 in. x 10 in. envelope.
Different Materials for Various Applications
Because the system has been built without specific materials in mind, pretty much any metal powder can be used. That said, the system has been certified for a number of specific materials. On the steels front, the system can be used with stainless steel (316L and 17-4). If you’re looking at tooling applications, then the system supports the use of H13 and M333 tool steel.
I had the chance to visit Chris Sutcliffe at the University of Liverpool, one of the leading establishments currently using the SLM machines. His team of researchers is engaged in all manner of experimentation around the process, some of which is confidential, some of which is not (the structures pictured in this article are their work). One of the major focuses for the team is the use of this system to produce bio-compatible medical implants. For this reason, the SLM process also supports the use of Cobalt Chrome F75, commonly used within medical circles for the manufacture of medical implants. Alongside these task-specific materials, the system can process both generic gold and copper powders.
 A pneumatic manifold built in Ti Al6 V4. |
For those involved in high-temperature applications, MCP has also certified Inconel materials, both the Inconel 625 (acid resistant) and 718 (Gamma prime strengthened with improved weldability) alloys. For those unfamiliar with this material, Inconel is an austenitic nickel-based super alloy that’s oxidation- and corrosion-resistant and suitable for extreme environments. It’s used heavily in the auto- sport industry where aluminum or steel would soften at high temperatures; when heated, Inconel forms a thick, stable, oxide layer that protects the surface.
Moving on from Inconel, you can also build parts directly using Nitanol (nickel titanium naval ordnance laboratory), a family of nickel/titanium alloys used for its shape memory and super-elastic properties.
While we’re talking about titanium, it’s worth covering the subject of somewhat volatile materials, particularly when it is in its powdered form, namely, titanium and aluminum. There are very few direct manufacturing vendors that can currently handle processing these powdered metals. MCP’s new machines have undergone a full ANSI hazardous operations evaluation to ensure safe operation with reactive materials such as titanium and aluminum. This has lead to a patented safety system that both protects the operator from potential fire or explosion and meets ANSI/NFPA 481, the standard for the production, processing, handling and storage of titanium. Specifically, the system supports the production of parts using a range of aluminum and alloys, as well as titanium alloys including Ti AL6 V4, Ti AL6 Nb7, and Ti CP.
Putting Pedal to the metal
MCP is an intriguing outfit. It has the traditional forms of prototype manufacture pretty much locked down — its vac casting, injection, and blow-molding machines are globally renowned for reliability. What’s interesting is that the company has applied the same diligence to the development and commercialization of the SLM process. Where some other vendors might have rushed out their machines, expecting the user to conduct trials and research, MCP has risked being perhaps later to market with the products, but has offset this against the certification and safety evaluation processes that you need to go through to have your machines — and perhaps more importantly, production processes — approved for commercial use. After all, when you’re dealing with volatile metal powders like titanium and aluminum, you’re literally playing with fire if the machines don’t work safely.
 The SLM machines are among the few that are ANSI/NFPA-certified to safely process and build components using a variety of titanium and Ti-based alloys. |
It’s work to get such a system ANSI approved. And it means a potential user can acquire the technology and hardware and rely on the fact that it’s going to operate safely when he’s creating titanium parts. That lengthy process is now paying dividends. By working at the outer limits of material processing, the process is now set to take advantage of and provide support for a much wider range of materials. After all, if you can process titanium, then you can pretty much handle anything else. The support package available for the machines is similarly well thought out. When you acquire the system, the whole thing is covered by the warranty and a relatively low-cost maintenance contract that provides 24-hour support for the first year, including parts, labor, etc.
But what of the advantages of adopting the SLM process? The answer is pretty simple. If you’re looking to build short runs of parts, particularly when dealing with high-value materials (whether that’s gold, titanium, aluminum, or Inconel), then reduced waste translates into massive savings. Because the machine can build effectively fully dense components, you can create the parts you require directly with no scrap from re-machining or finishing. When you consider that the resolution is down to the 20-micron level, with wall thicknesses of 0.06mm, then you’ll realize how detailed your parts can be. And this leads me on to perhaps the most important benefit: customization.
When you’re looking at the machine, forget the traditional methods of manufacturing. The SLM machines are never going to replace those for the production of large batches of components. Even with a build rate up to 1.2 cubic inches per hour, it’s still a lengthy process compared to high-speed machining — but that misses the point.
 H13 Tool Steel injection mold tool, built directly using the SLM process. |
What the SLM process enables is the ability to create customized components that suit a specific application or operating condition, as you have the ability to create task- or application-specific one-offs. Whether that’s within the medical field with customized implants that conform to a patient’s individual physiology, within autosport for performance or condition-specific components, or within the general manufacturing field to create highly detailed components that solve specific problems, SLM machines allow you to build components without having to conform to economies of scale. And you can create application-specific components from production-grade materials that perform as you require.
More Information
MCP Tooling Technologies Ltd.
Staffordshire, UK
mcp-group.com
Al Dean is technology editor at MCAD Magazine, a UK product development and manufacturing technology journal (mcadonline.com) and is editor of Prototype magazine (prototypemagazine.com). You can send comments about this article to DE-Editorsmailto:[email protected].
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
DE’s editors contribute news and new product announcements to Digital Engineering.
Press releases may be sent to them via [email protected].


