How Design-for-Assembly Helps Additive Manufacturing Succeed


Latest News
August 6, 2018
By Nicholas Dewhurst
Additive Manufacturing (AM) technologies have launched us into a new universe of innovation. This is as consequential a time as any in modern manufacturing. And for engineers and industries that embrace product simplification and part consolidation strategies, AM is a dream process—a breakthrough in the production economics and advanced design functionality that many have pursued for decades.
“Design-driven manufacturing” or even “design for AM” may sound easy, but they’re not. As we talk about these concepts with customers, the hurdle we hear about most regarding AM is the crisis in creativity. How does one envision new functionality that is so specific to a process? How does one create products, in fact, that could never have been made before?
We see the main creativity issues in AM as essentially the same ones as in traditional product development: how to think about the efficiency of the whole, including system-wide engineering and inclusionary functionality around fewer, more complex geometries and across parts and related assemblies. The design and manufacturing infrastructure world-wide continues to exist around creating and “cataloging” individual parts and processes—from CAD to ERP, to purchasing through to supply chain management and end-of-life.
Product development today is still a type of puzzle board, a maze of individual parts and players that need to fit together. AM can begin to really change that. But it will only do so if we know how to drive all design facets and puzzle pieces toward simplicity and can see the purpose of the product as a whole, executed in as few parts, operations and suppliers as possible.
Economics of Product Simplification
There is an economic history to the concept of part consolidation/multi-functionality. Whether this concept is applied to traditional or AM products, it provides direct benefits to customized inventory control (postponement strategy), factory throughput (easy or no assembly required), quality (often improved when part interfaces are eliminated), reduction of overhead (part administration, bill of materials, ERP and more), and more rapid and improved supply chains (Lean economics). The financial impact of product simplification on downstream processes is well-documented. Now that AM technologies are achieving end-production results, the path for AM to influence the efficiency of nearly every category of manufacturing is already clear.
So why the creativity crisis? Industries are rushing to redefine their product spaces and seize intellectual property (IP). In the scramble, there hasn’t been enough time for designers to learn AM, understand the material factors and process constraints, imagine the pure geometric possibilities and apply that freedom to innovation in their fields.
One thing for sure in this environment is that legacy designs made in traditionally manufactured ways are simply not good enough for some industries. AM has a superior role to play in low-volume customization and demand-driven production alone.
While traditional manufacturing is still dominant in most industries, every process supplier regardless of whether they are in casting, subtractive, plastics—or even AM—understands the many implications of part-consolidation strategies as a service for their customers. Research, experimentation and full-scale industry implementation have shown again and again that producibility guidelines and automation cannot match the surprising productivity gained from simplification of the product via reduction of the number of separate parts and their operations.
Yet designers themselves are best served at the front-end of development by using an in-house, concept-building methodology done in a robust team setting. This is how “blank sheet” paralysis over product requirements, structure creation and use of new manufacturing capabilities can transform a crisis into breakthrough design.
When considering part simplification, three main questions within a minimum-part-criteria analysis are asked:
- During the operation of the product, does the part move relative to all other parts already assembled? Only gross motion should be considered; small motions that can be accommodated by integral elastic elements, for example, are not sufficient for a positive answer.
- Must a part be of a material that is different from those of all other parts assembled, or must it be isolated from these? Only fundamental reasons relating to materials properties are acceptable.
- Must the part be separate from all other parts already assembled because necessary assembly or disassembly of other parts would otherwise be impossible?
The time and labor studies that are integrated with these criteria questions assign costs to typical assembly and part-orientation operations. Engineers come away from this type of evaluation with a strong sense of directional costs/efficiencies for their parts and operations—which allows them to see exactly where 10 parts, for example, can theoretically be combined into three. Next, teams can make a practical judgment about the cost of a single, multifunctional part and where to back off on the design, if needed. Combining cost evaluation with product simplification determines the best process approach among appropriate alternatives—where the feature tradeoffs by cost (i.e., manufacturing difficulty) can take place and efficient manufacturing sequences and setups are selected.
And here is where AM can now step in as a disruptive process to upend so may traditional rules and costs. Can the part discussed be made at its leanest, theoretical minimum in AM?
We think that the answer is often yes!
AM as the Game-Changer
In the past, engineers looking at “blue sky” designs that stretched the boundaries of product performance and process capabilities had to be very conscious of costs. Unusual and complex geometries taxed the conceptual abilities of teams and software tools; strained their knowledge of outside, unfamiliar processes and materials; made them uncomfortably reliant on expert supplier input; and put them face-to-face with management risk-avoidance practices. (This is also why, so often in the past, designs were just gradual tweaks of established approaches.)
Yet Dell, HP, NCR, Motorola and others created an explosion of innovation in the late 1980s and ’90s with part consolidation and assembly-reducing strategies. Process vendors took note and competed furiously to improve techniques to match the early advantage that plastics held for creating single, multifunctional parts. On a systems-wide level, companies applied this beyond enclosures and mechanical parts to other disciplines. The computer manufacturers, for example, went on to eliminate unnecessary cables, harnesses and separate electronic components and built new, compressed functionality into circuit boards. Medical companies, such as Abbott Diagnostics, embedded hydraulic transfer functions within supporting structures—in this case made out of acrylics—reducing hydraulic part content by 80%.
It’s important to mention this revolutionary-then-evolutionary cycle because AM may take a similar course. Elegant AM parts will need to fit into assemblies, some less elegant and made from traditional processes but driven nonetheless by the same part consolidation goals. Those goals are not just to reduce costs but to introduce advanced functionality into a product. New functionality is what drives markets. The design for manufacture and assembly thought process can and should influence product development systemwide.
For AM, this approach can provide the structure to see where improvements can be made. It doesn’t design parts. It isn’t a CAD or “generative” design system. But the methods and science-based costing within will guide engineers in profound ways, early on, and eliminate the costly blank-sheet stages of translating customer requirements into part concepts. If you learn that three parts can be distilled out of 10, then a large battle has already been won. AM can step in with its complex, even organic, shapes and “connect the dots,” so to speak.
The design for manufacture and assembly thought process can and should influence product development systemwide.
AM is Rarely Standalone
Aside from production-ready fixtures, industrial AM very often requires secondary operations to reach real-world specifications. This is why you’ll often now find AM equipment integrated with automated work cells that go on to create proper mating tolerances for surfaces or drill holes. AM, inserted into these end-to-end systems, can be used for more efficient series production.

Shown above is an automated work cell for finishing parts made through additive manufacturing. Image courtesy of Renishaw.
Not every AM product can meet all durability, structural and field requirements. Soon, perhaps. Nor can AM currently meet potential high-volume production demands of successful products. Other processes must do that for now—and can still produce the myriad of subassemblies that make the whole work as one. But we ought to expect as much of those production methods as we do of AM.
It’s time to drive traditional manufacturing toward AM-type advantages/benchmarks in cost, speed, performance and supply chain efficiency. Design for manufacture and assembly (DFMA) can improve designs and create greater product functionality from stable, proven processes—and align them with AM.
Subtractive Processes That Enhance AM
Whether cutting and polishing the inside of an AM-generated titanium acetabular cup for a hip replacement, or preparing an AM-plastic prototype for a tight-tolerance functional test prior to mold-making, machining complements AM in a wide range of applications. Simply put, machining (a subtractive process) is a major enabler of additive processes and, in some cases, a better prototyping method.
At Datum3D—a product development company with over 20 years of design and manufacturing experience—the approach taken to each project is grounded in product simplification. In-house machining is a central tool utilized for prototyping, conducting small volume runs and testing full-production sequences for OEMs. A recent project on a medical device showed the role of machining in improving performance over that of a matching AM prototype.
The company began the effort by using design for manufacture and assembly software to reduce the part count on the original design by 50 percent. Next, they developed both CNC-fabricated prototypes and AM prototypes and tested each for functionality, performance, durability and cost.

Plastic gears and enclosures for a medical dispensing device prototype, made by Datum3D for a client, were produced to final test form by relying on machining over AM. Traditional processes have advantages in meeting tolerances, aesthetics and high production volumes. Above on the right is an example of a functional, machined prototype of the gear. The AM part is on the left.
The plastic selected for CNC fabrication was black polycarbonate and white acetyl. The AM components were fabricated with similar materials: a polycarbonate “like” and onyx “nylon” with strands of carbon-fiber. The durability, functionality and aesthetics realized in the machined components turned out to be absolutely essential for passing verification testing prior to final tooling release. The performance of the AM components was unacceptable for test and pre-production. Of course the milled components were more costly and time consuming to fabricate than the AM parts, about 25% more. In this case, an AM fabrication strategy, without a machining option, fell short.
What AM can Teach us
Inevitably, some decisions about whether or not to use AM will revolve around part cost. However, a larger question might be: what are the total benefits—both cost and performance-wise—of using AM or very radical, traditionally-made parts? If, as has been shown for airplane brackets, AM weight reductions can save staggering amounts of money over the lifetime of a product, then individual piece part costs are not very important. In that kind of case, total cost of ownership (TCO) becomes key. Yet even a back-of-the-hand math exercise on the feasibility of the AM-generated GE jet nozzle takes only minutes. The nozzle is a clear winner.

Shown above is an enclosure section of a plastic prototype belonging to a medical device. It is being machined by Datum3D in a DMC DM 52VL CNC Vertical Mill, which has four axes of motion and can cut parts up to 42-inches in size with extreme precision. The high-tolerance test part is designed and CNC programmed by Datum3D in SolidWorks. The 3D manufacturing data is then downloaded to their networked CNC machines to initiate the cutting process. Engineers can monitor all machines remotely to check their progress, via a mobile device if need be.
Interestingly, the bracket and nozzle examples are small, yet their impact is large. A jumbo aircraft (747 or A380) has between three and seven million parts. Everywhere in these planes are fasteners and outdated methods of part manufacture, equaling huge production costs, weight and supply chain complexity. It may be unfair to single out aircraft because of the time-consuming FAA certifications they face in redesign, but this snapshot exemplifies the challenge to industries adopting AM while leaving underutilized the significant capabilities of traditional manufacturing. It’s in the design to bring out the best that each process can provide.
AM systems manufacturer Renishaw posts DFMA practices and examples as a guideline for engineers. This approach works for quick, early evaluations of AM concepts. Used systematically and broadly, this has proven to encourage teams to press on when creativity is stalled and answers don’t seem possible. The true rewards of AM will go to those who have an epiphany on their first projects, then take that energy and discovery back to the whole of their product endeavors, including eliminating all unnecessary “moving parts” between documentation and the supply chain. That is the underlying promise of both AM technologies and parts consolidation methodologies. Simplification of the whole.
Achieving the Benefits of Part Consolidation Without AM
There has always been competition between processes to expand and capture work that otherwise would go to others. Plastics led and still holds onto a great deal of market share gained as an ideal, universal method for making products in nearly every category. Casting, forging, sheet metal and machining all have strengths and situations in which they are irreplaceable, if less interchangeable. Most have improved steadily over the years as part-consolidation choices.

Shown above is a computer concept from SONOCO using EPP. Note the easy assembly of circuit boards, fans and components into a structure that has cooling channels embedded. Some benchmarks are a 50% reduction in assembly time and overall development effort.
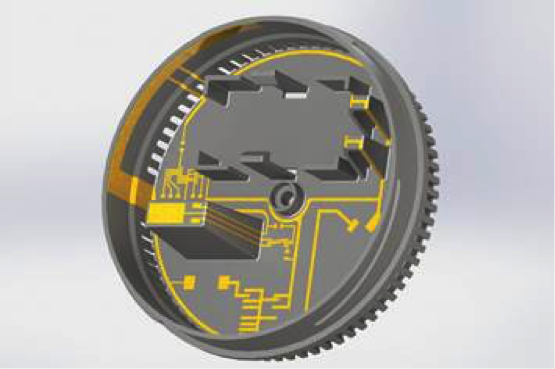
Shown above is a smoke detector that illustrates how design and functional integration are simplified using three-dimensional molded interconnect technology. Whether rigid or flexible, printed circuit boards are a virtually indispensable part of electronic devices as interconnect devices. Plastic molded interconnect devices offer many advantages with regard to connection technology, including the combination of electrical and mechanical functions in a single component. Image courtesy of Multiple Dimensions AG.
What are the larger economics of EPP as a part-consolidation strategy (which, as a reminder, lowers end-to-end costs)? EPP engineered-foam designs reduce the total number of parts and securing methods, reduce overall tooling cost, assembly time and labor, and allow directive cooling to hot spots while helping with product noise and impact issues. Such characteristics serve HVAC, computer and medical device designs, among other applications.
Other significant part-consolidation processes include hydroforming, which produces very creative geometries with strength and predictability. On another end of the spectrum are such new technologies as those seen in mechatronic integrated devices (MIDs). MIDs are created with their own embedded circuitry through an injection-molded plastic process married to laser direct structuring (LDS). Conductive traces are integrated into the actual part—despite often complex geometry. MIDs promote not just fewer parts but miniaturization as well.
Nicholas Dewhurst is executive VP, Boothroyd Dewhurst, Inc.
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News



