Fast App: Upstream Scrutiny Drives Downstream Savings at Dynisco
The analytical instrument manufacturer uses benchmarking and smart design to lower its products' total cost of ownership.


Latest News
February 14, 2013
John Biagioni has spent his career scrutinizing what happens upstream. Biagioni is vice president of supply chain and operations at Dynisco, a Franklin, MA-based subsidiary of Roper Industries and a maker of extrusion measurement and control equipment for the plastics industry. Over a half-century of operation, Dynisco has built a reputation for reliable and technologically advanced products.
‘Design Drives Cost’
Biagioni’s interest in the implications of product design dates back to his days at Worcester Polytechnic Institute, where he conducted a design assessment of a popular cordless drill as part of his graduate work in manufacturing engineering. His revised design eliminated fasteners, added a plain sleeve bearing, and called for a snap case “lowering the product’s material and manufacturing costs. The suggested changes also dramatically altered the product’s waste stream and environmental impact. The manufacturer ultimately used the design.
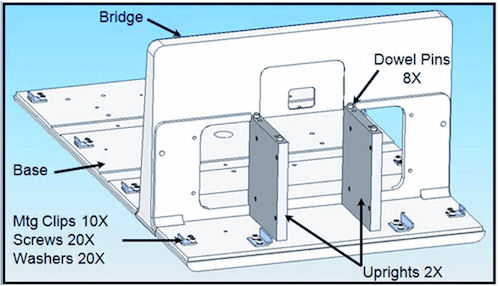 |  |
| Fig. 1. Dynisco used DFMA to revise an overly complex cover and housing component (left) created by an outside design firm. The new Dynisco in-house design (right) calls for a single, machined-base, cast-aluminum unit. This replaces the 62 individual parts and fasteners proposed by the supplier. Dynisco lowered its total cost for the part by 67%. | |
“People who look only to supply chain to get cost out of a product ignore the truth that design drives cost,” Biagioni says today.
Dynisco takes that philosophy to heart. The company grades its products “which include pressure and temperature sensors, control systems and analytical instruments “based on total cost of ownership (TCO). TCO is a holistic discipline that begins with a cost assessment of the piece parts each product contains. From there, Dynisco works to ascertain the product’s total landed cost, which can include capital spent on freight, insurance, fuel charges and customs duties. But only when the picture expands to yet another level, with items such as cost of poor quality, inventory carrying costs, reverse logistics, and risk factors from wage inflation to IP protection, does Dynisco consider the cost picture complete.
For a company that manufactures its products in both the U.S. and overseas locations such as Malaysia, such insight can be invaluable in driving operational decisions.
“The TCO model is a time-and-point snapshot that helps us decide where to build and launch a product,” Biagioni says.
Design can have a significant impact on a product’s TCO. To illustrate the connection, Biagioni relates the story of an industrial design shop that Dynisco enlisted to create specs for a small analytical instrument. Unfamiliar with the design efficiency that Dynisco practices, the outside engineers concerned themselves mostly with aesthetics “not with the manufacturing implications of their design. Their plans called for 62 parts for the single cover and housing. Dynisco is now reworking the design to cast that constellation of components into one unified part, streamlining the product’s design and minimizing the effects on downstream production and cost.
“That part is currently being sourced short-term through the design house. If I were to bring that component fully on line here, with 62 parts, think of how many suppliers I would have to potentially get,” Biagioni says. “And think of the square footage I would have to reserve, and the assembly people, stocking locations, part numbers and tolerance issues.”
Establishing the Benchmark
To help assess the TCO of its products, Dynisco benchmarks them against one another “and against offerings from Dynisco’s competitors. Like the TCO methodology itself, the benchmarking process reaches far into the company, touching nearly every department.
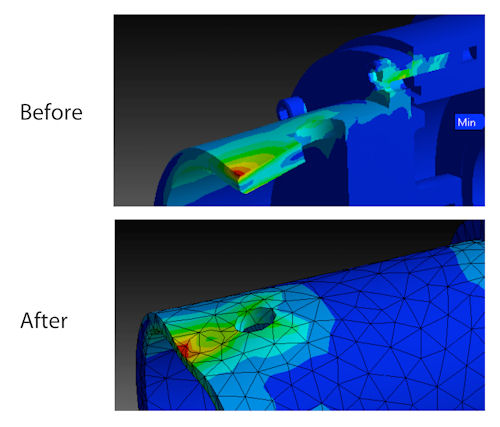 Fig. 2. Part interfaces are a traditional source of quality failure in products. Elimination of separate parts into single, unified assemblies helps reduce stress points and improve performance and durability. |
The process begins with performance tests on Dynisco’s and competitors’ products. Next, a team headed by Matt Miles, Dynisco’s Design for Manufacture and Assembly (DFMA) and value engineering manager, tears down each of the competitive products, analyzing the design part by part to create a bill of material (BOM).
When the benchmark analysis is complete, the team analyzes each product using the DFMA methodology, which calculates the costs of the parts and the assembly processes Dynisco uses to turn them into products. DFMA is governed by two complementary software tools from Boothroyd Dewhurst Inc. The Design for Assembly application helps engineers assess the structural efficiency of their designs, and consolidate parts to improve efficiency and cost. The Design for Manufacture tool suggests alternative material choices and process improvements to the original design.
“We wanted to analyze what types of material the competitors used, how much they used, and how much machining was involved, compared to ours, so we could capture that dollar value,” Miles explains. “We found some examples where 8 lbs. of raw material were used, and you’re machining away more than 75% of it.”
Dynisco left no stone unturned during the benchmarking exercise, even analyzing the way subassemblies were mated during production, determining how pieces were bonded and what kinds of soldering joints were used. “We looked at everything,” Miles says. “With the help of the software, we could project the total assembled cost of a competitor’s unit.”
To help validate the DFMA tool to their coworkers, Biagioni, Miles and the team recorded each product’s DFMA score, part count, and related metrics in a spreadsheet (see Fig. 3). They then shared the data with the benchmarking team, which included vice presidents, product managers, operations personnel, supply chain practitioners, and engineers. Miles says a large benchmarking team was necessary.
Fig. 3. In this Dynisco benchmarking chart, the DFA Index calculates the theoretical minimum parts (needed to complete the product’s functions) against total operation time. From there, the company scrutinizes the design of the product features, choice of materials, manufacturing methods, and tolerances. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
“The impacts of the cost of ownership are felt throughout the company,” he explains. “An engineer’s design decision will impact not only the design, but reparability out in the field, as well as the procurement of parts and cost. That’s why we brought in so many stakeholders.”
Dynisco gathered the team of 16 in a conference room for a day, scrutinizing each assembly, passing parts around, and reviewing the DFMA attributes and data. At the end of each product review, the team addressed such critical questions as “Where do we go from here, and how do we make our product better?”
The diversity of participants led to a cascade of ideas. The team considered new assembly techniques, methods of consolidating parts, and alternative materials that would streamline costs while maintaining quality and function.
“Getting people from the different departments all together in one room, you really open up communication,” Miles says. “The energy we created in that environment, it’s powerful. You come out of there, and you have everybody in the room charged up about redesigning the product.”
Funding Future Growth
This type of analysis has also paid off elsewhere in the company, on a different line of products that underwent a “refresh” exercise. With the help of the DFMA tool and the ingenuity of its benchmarking team, Dynisco managed to shrink more than 1,000 component part numbers (available for customization) to a standard core of less than 200. Uncovering the hidden inefficiencies in its products and processes has helped the company reduce its suppliers, minimize raw material costs, cut down on assembly complexity, and conserve manufacturing resources. And it has done so within a relatively small window of change, given that DFMA methodologies have been in place for only two years.
Biagioni subscribes to the notion that 80% of a product’s final cost is governed by its initial design. This means that, for products already in the field, Dynisco can reduce current product generation costs up to 20% by using DFMA benchmarking and the subsequent improvements found through sourcing decisions, better material and process selection, and applying Lean manufacturing tools/techniques. While the company has its long-term savings goal set high, the changes made to-date by their teams have had a profound impact on Dynisco.
“We think we’re going to be shooting for seven-figure savings just this year,” Biagioni says.
In some companies, such efficiency gains would have executives eyeing layoffs. Dynisco takes another tack. It uses the savings from streamlining existing products to help fund new product development, allowing the company to keep headcount steady even as its product portfolio expands.
“We don’t have to hire or scale at the same rate as our part-count growth,” Biagioni says. “That’s a significant lever. We’re doing more with less in terms of our working capital.”
As for how it manages the TCO of those new products, Dynisco again turns to the DFMA software “keeping in mind the 80/20 rule. During its stage-gate process, the company assigns each new design a baseline DFMA index, then sets cost and index targets for the product.
“This is a hugely important step,” Biagioni says, “because it is restructuring the way our business will run three and five years down the road.”
The manufacturer has added a sixth step to its five-step stage-gate process: Six months after a product’s launch, the team performs a TCO checkup to assess cost structure, sales and other metrics. That’s where the iteration begins, Biagioni says, noting, “Maybe we’re paying more for freight, or we’re paying less for freight. Or maybe we had a yield issue.” This six-month checkup brings old assumptions in for new analysis, allowing the company to adjust accordingly.
Top-down Support
The DFMA-based benchmarking that Dynisco performs and the TCO philosophy it pursues would be impossible without one key element: executive support.
 Fig. 4. Dynisco Instruments’ team members review a prototype transducer housing. From left are Dave Shepard, vice president/general manager; Anthony Pacitto, mechanical designer; Matt Miles, DFMA and value engineering manager; and John Biagioni, vice president of supply chain and operations. |
“Our initiative with DFMA is very strongly supported throughout our executive team,” Miles says. “That makes my job easier, having their buy-in.”
Biagioni, too, is grateful to be part of an executive team that bases decisions on a rational view of product costs, rather than simplistic theories of cost savings.
“I’ve always been a proponent of just doing the math,” he says. “I think that by making sourcing decisions based on logic, versus whatever a third party happens to be saying at the time, makes a big difference. People have to look at the TCO “not the myopic view of the plant level, but really the total cost.”
While Dynisco hasn’t perfected the TCO model yet “amorphous elements such as intellectual property risks, wage inflation, and workforce language barriers can be hard to nail down in financial terms “it has managed to improve its costing IQ.
“If a controller were to give you the answer to where to make the product, they would say that the part is cheaper to make in Malaysia, because they’re going only on part cost,” says Biagioni. “That’s why you have to elevate the discussion.”
And discussion is one of the things that made the benchmarking process at Dynisco such a success.
“Part of what we’ve done with this process,” Miles says, “is we’ve promoted the conversation across the board. And I think it has worked well.”
What hasn’t always worked well in the larger manufacturing world is trying to squeeze cost from the supply chain without a full appreciation of a product’s lifecycle. Executives who look to save 5% downstream “by leaning on parts suppliers or renegotiating logistics contracts “are missing the real opportunity for savings, Biagioni says.
“That’s an archaic way of thinking about it. You need to go back to design. Design is what does it.”
Because whatever you release upstream inevitably finds its way downstream.
Miles Parker is president of Parker Group, Providence, R.I. Send e-mail about this article to [email protected].
Info
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
DE’s editors contribute news and new product announcements to Digital Engineering.
Press releases may be sent to them via [email protected].



