The bonded chassis also includes use of a double-folded side member to carry the main loads in the frame, but without the need for complex stretch- or hydro-forming. Image courtesy of Lotus.


Latest News
January 3, 2017
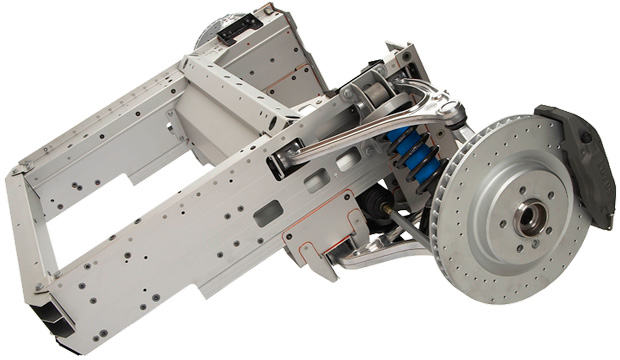
The Evora chassis is composed of an extruded and bonded aluminum structure, developed for its lightweight yet incredibly stiff design. The front subframe carrying the suspension, brakes, cooling and steering, while the central tub contains the driver’s cockpit and safety cell—a format closely reflecting the layout and construction of modern-day racing cars—with the rear subframe carrying the engine, transmission, suspension, brakes and exhaust system.
 The Evora chassis is composed of an extruded and bonded aluminum structure. Image courtesy of Lotus.
The Evora chassis is composed of an extruded and bonded aluminum structure. Image courtesy of Lotus.The Evora is renowned for its precise handling and excellent ride. This is due in part to the award winning, lightweight and stiff chassis design. So stiff that it takes 27,000 newton meters to twist it just 1°. The chassis’ strength allows Lotus engineers to make the suspension more compliant, increasing comfort without compromising the ride and handling dynamics. Completed cars undergo rigorous rolling road and water-ingress tests to ensure ultimate reliability and performance.
How Did it Start?
Lotus needed to create a chassis design with maximized performance and commercial efficiency for the planned volumes of 2,000 per year for six years. Additionally, the time to market was set at 24 months. This is typical of the challenges faced by Lotus Lightweight Structures.
The key to success is a strong DFM (design for manufacture) process in parallel with the product development, and engineers spent many weeks seeking the optimum architecture with the design team that would generate the required stiffness, crash performance and manufacturing project efficiency.
Key Developments
Achieving a highly controlled front-end crash performance is important. The team worked on a stacked series of extrusion sections to initiate primary and secondary collapse modes. The buckling of these was further controlled by the distribution of the self-pierce rivets within the front-end assembly. Results were validated both virtually and in the laboratory to ensure NCAP compliance.
The bonded chassis also includes use of a double-folded side member to carry the main loads in the frame, but without the need for complex stretch- or hydro-forming. This is enabled by notching the extrusion, followed by a controlled fold. The section is stabilized with local welds through the component process, and the joint is completed as part of the final assembly. High levels of stiffness are retained.
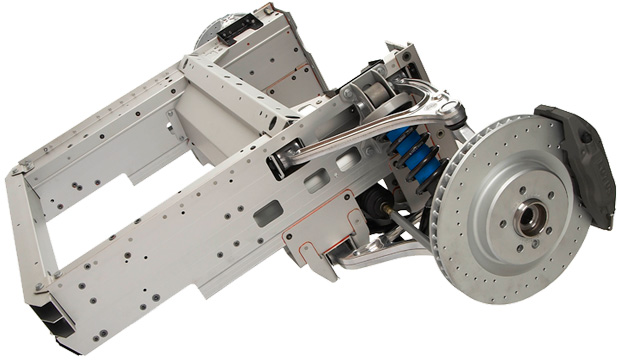 The bonded chassis also includes use of a double-folded side member to carry the main loads in the frame, but without the need for complex stretch- or hydro-forming. Image courtesy of Lotus.
The bonded chassis also includes use of a double-folded side member to carry the main loads in the frame, but without the need for complex stretch- or hydro-forming. Image courtesy of Lotus.The front-end and main assemblies are built separately, but capable of accurate registration in the final build and in any insurance rebuild. Critical areas of both assemblies are controlled in the manufacturing process to ensure complete inter-changeability.
Processes
Lotus Lightweight Structures select the most effective component processes to meet the needs of the overall product. In this case, the investment and timing challenge was paramount and products based on aluminum sheet and extrusions were selected to provide both rapid prototyping and production solutions. There are no formed parts and no castings in either of the assemblies.
At the required rate of eight frames per day only two main assembly fixtures were specified, one for the front end and one for main, again with the objective of reducing overall start-up costs and timing. This also limits the footprint of production space. Modular versions with altered overall dimensions can be built from the cell with limited changes to the fixtures.
Once the components are anodized, the final assembly is structurally bonded with a heat-curing epoxy, which carries all the primary joint loads. The assembly process uses 180 rivets to fixture the parts together and these fulfill a secondary function as peel stoppers in the event of an accident, though the adhesive itself has high fracture toughness and is very resistant to peel loads.
After cure, the frame is ready to go straight to next stage of assembly, no post machining, and no painting thanks to the environmental durability of the anodizing.
20 Assemblies are delivered from Worcester to Hethel on each trailer, also a feature of careful logistics planning in the early stages of the design.
For this project, the rear subframe was manufactured in steel for thermal management reasons, though subsequent review confirms that aluminum would have been an equally durable solution in this respect.
Lightweight Project
Engineering prototypes of the design were available in 16 weeks and performed exactly as expected from the FEA (finite element analysis) and the level of change ahead of the production release was small; a tribute to the early engineering effort. Production samples were available on time and to specification.
Early samples were built on very limited fixtures. There have been a number of minor changes to the chassis since the start of production, but none of these has resulted in significant costs or lead times.
| Data | Subframe | Tub |
| Front Subframe Mass | 25 kg | |
| Main Frame Mass | 105 kg | |
| Total Parts | 37 | 76 |
| Total Extruded Parts | 15 | 31 |
| Total Sheet Parts | 22 | 45 |
| Structural Fasteners | 141 | 269 |
| Trim Fasteners | 105 | 211 |
| Prototype Lead Time | 16 weeks | |
| Production Lead Time | 26 weeks |
The Evora chassis met the lightweight design specification set out by Lotus Cars in respect of quality, function, cost and delivery.
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
Related Topics



