Farsoon Develops Pure Copper Laser Sintering Process
Farsoon's Application R&D team conducted a large number of tests and obtained the appropriate scanning strategies and process parameters for pure copper.

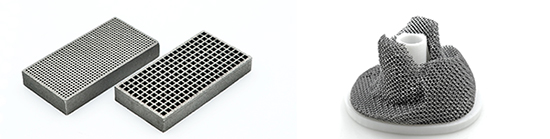
Farsoon produced pure copper heat exchanger. Image courtesy of Farsoon.

Latest News
March 5, 2019
Recently, Farsoon's Application team joined hands with industrial partners to begin developing an advanced process to produce pure copper additive components using Farsoon's metal laser sintering systems.
One of the parts resulting from these collaborations was a pure copper heat exchanger with complex spiral geometry and a wall thickness of only 0.5 mm. This part was printed as a single piece using Farsoon metal laser sintering technology resulting in an efficient heat exchanger, the company reports.
Farsoon's Application R&D team conducted a large number of tests and obtained the appropriate scanning strategies and process parameters for pure copper. These parameters minimize the adverse effects of high laser reflectance of pure copper, to achieve part density, and an optimized 3D printing process. Farsoon's parametric design and process are designed to meet the customized needs of users to aid 3D printing application, the company reports.
Farsoon focuses on comprehensive additive manufacturing solutions, especially suited for new material development. Up to now, Farsoon has successfully launched 13 process parameters for metal powder sintering, and is developing specialized material such as tungsten, tantalum, pure copper and nickel-based alloys, providing multiple lightweight, functional and customized metal 3D printing material solutions for aerospace, automotive, medical, denture and other industries.
Of late, Farsoon cooperated with an aerospace industry partner to achieve the production of 3D printed tungsten chip radiator housing. The porous structure’s design is more flexible and the processing cycle is greatly shortened due to the porous variable diameter structures being fabricated in a single piece without post-machining. The radiator housing features large pores of 1.5±0.02mm which transition into smaller pores of only 0.5 ± 0.02 mm. Part density achieved was over 96%.
Not long ago, Farsoon cooperated with PLT and Chongqing Southwest Hospital to design and fabricated a 3D printed tantalum knee implant using Farsoon's FS271M MLS system. It is a medical application using tantalum for a knee implant. After repeated porosity tests and parameter optimization by Farsoon Application team and PLT engineers, the tantalum implant has been printed with fitness and surface roughness, effectively filling the bone defect of the patient, ensuring the stability of the implant. The rough porous trabecular design enabled the autogenous bone to quickly grow into the implant’s pores obtaining long-term stability between the prosthesis and autologous bone.
More Info
Sources: Press materials received from the company and additional information gleaned from the company’s website.
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
DE’s editors contribute news and new product announcements to Digital Engineering.
Press releases may be sent to them via [email protected].


