AM vs. CNC Rules of Thumb
Everyone could use a little guidance about the best way to produce a part. Xometry shares words of wisdom about making a case for additive manufacturing.
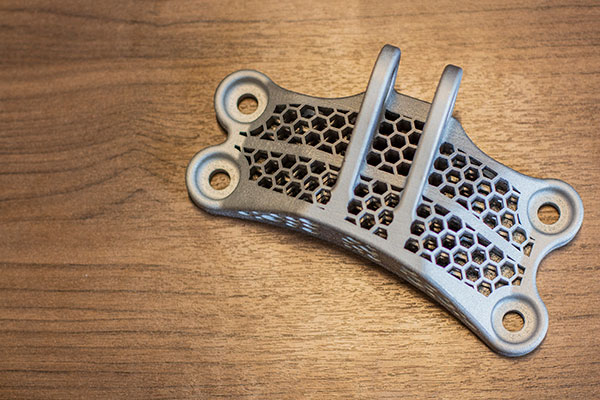
This metal bracket was 3D printed on a DMLS system. Its internal detail would not be achievable in one part with standard CNC machining. Image courtesy Xometry.
Latest in Rapid Prototyping and Manufacturing Services
Rapid Prototyping and Manufacturing Services Resources

Latest News
October 22, 2018
With additive manufacturing (AM) steadily taking its place as another tool in the part-manufacturing toolbox, some rules of thumb about when to use it could be quite helpful. Specifically, when would AM win out over standard CNC machining?
DE asked Greg Paulsen, director, applications engineering at Xometry, for his input on this topic. Founded in 2014, Xometry operates a technology-agnostic, instant quoting platform and nationwide network of machine shops, providing customers efficient, manufacturing-on-demand solutions to parts-procurement challenges.
Xometry can connect users with capabilities that include CNC machining, sheet metal fabrication, direct metal laser sintering (DMLS), selective laser sintering (SLS), Fused Deposition Modeling (FDM), PolyJet 3D printing, urethane casting and injection molding. The quote process offers fast turn-around pricing, expected lead times and manufacturability feedback; it is this latter subject that has made Xometry a resource for the pros and cons of various production approaches.
Rules, Suggestions and Food for Thought
Dictionary.com says a “rule of thumb” is 1. a general or approximate principle, procedure, or rule based on experience or practice, as opposed to a specific, scientific calculation or estimate. 2. A rough, practical method of procedure.
Two entertaining books, Never Trust a Calm Dog, and Other Rules of Thumb (Harpercollins 1991), and more recently, Rules of Thumb (Workman Publishing Company 2017), both by Tom Parker, offer snippets of wisdom such as, “A U.S. quarter is just under one inch” (Kate Gladstone) and “Volts hurt; amps kill” (Waldo Weyeris).
Comparable considerations for using AM might include: If making the part via CNC machining will end up removing more than 50% of its structure, consider AM to reduce material waste. Or perhaps you should contrast the time involved for the complete workflow of AM vs. CNC, since the former may involve time-consuming post-processing steps while the latter may require a long programming/set-up phase and tooling changes.
Whether you have your own AM equipment or are evaluating the economics of having a service bureau build your parts, consider Paulsen’s “Ten Rules of Thumb for AM versus CNC fabrication” below (they may also apply for comparison with other manufacturing processes). All of them are made to be broken but in total can help give you confidence in your decisions.
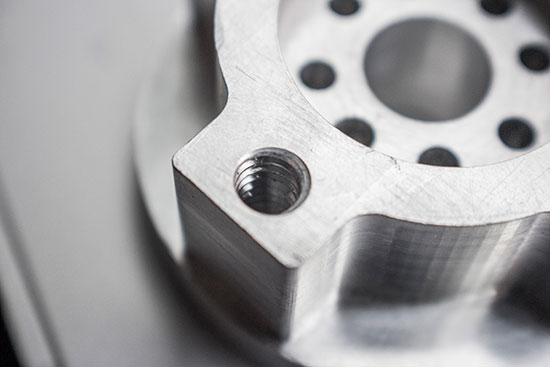 This tapped metal bearing is of a straightforward design and is most cost-effectively produced with by CNC machining. Image courtesy Xometry.
This tapped metal bearing is of a straightforward design and is most cost-effectively produced with by CNC machining. Image courtesy Xometry.Use additive manufacturing if:
- Your annual production need is less than 1,000 parts. “The capacity of the machine and the throughput of the machine are the two things that are going to determine what you can achieve, and the cost per unit.”
- Your part requires mechanical function, but not necessarily highly smooth cosmetics. Paulsen says he has used AM himself in the past for internal mechanical parts and jigs, where surface requirements didn’t matter. He notes that resin technology has greatly improved, but most printed metal parts come out looking like grainy, cast pieces and need further finishing.
- The part is sized to less than a quarter of the build platform. “This has everything to do with scalability. Whenever I get the question, ‘How big can you print?’ I think ‘uh-oh,’ because it’s misleading. For a part that is 24 in. by 36 in. by 36 in., most people don’t understand that you’re putting so much risk on the machine — that machine could literally be running 20 days and you’re paying for that. You mitigate risk by putting smaller parts on separate builds.” Here he also uses a “rule of fist”: for most plastic parts, if the part is the size of your fist or smaller then AM could be appropriate.
- Your part isn’t already dirt cheap in another process. “If you already have a part that is easy to mill or injection mold or is a commodity item (such as tubing), that is not the part for an additive solution.”
- Your part replaces a set of parts as an all-in-one. “If my one AM part replaces a set of 16 parts by being an all-in-one assembly, then I would go with additive. That complexity, (allowing) perhaps overhangs and excessive corners, almost lets you cheat on typical manufacturing restraints.”
- Your part may change revisions in the next three months. “This happens continuously and often isn’t considered. In product development, you may spend $12,000 on tooling and after the first 1,500 units you need to do a component change. Now the part needs to be 1.5mm wider and suddenly you need to redo the tooling. It happens frequently in first-to-market products, so AM may be the most viable solution.”
- Actual product lifetime is less than two years. “If you’re looking for a long end-of-life product, additive doesn’t have as much testing in the field, but it doesn’t mean it won’t last.” Lifetime usefulness is very application-specific.
- Regular need is tens to hundreds a week, not thousands. “This goes back to annual usage and capacity. The best example (from several years ago) is GE Additive, who said, ‘We get a lot of benefit from additive metals, but we’d be doing it for all product lines.’ They looked at the entire population of metal printers, and there were not enough in the world to handle their business plan. That is why they purchased, Concept Laser and Arcam, so they could own the machine supply chain.” I.e., understand what resources are available; distributed manufacturing may be the solution.
- Your part is customizable or has many configurations. “No brainer here: mass customization, mass configuration — for these you do not want to have all that set-up or tooling.”
- Your part is high value, low volume. “For this I’m going beyond prototyping to manufacturing, because prototyping is basically ‘number zero’ on this list. Using things like topology optimization to get a real functional need? You can do magic with additive.”
As Paulsen points out, your part may not conform to all 10 rules, but can still be perfect for AM. Think of the thousands of molds produced daily for orthodontic aligners (against Rule #8), or the rise in very-large-scale printers for both metals and filament/extrusion applications (against Rule #3).
When all is said and done, Xometry doesn’t rate additive “higher” than machining but it also doesn’t put it lower. “We look at it from the solution side,” Paulsen says. “In our world, the design is already set. You can put in the spec for your work and change the material, then see what the trade-offs are and see about the manufacturability feedback per process.”
The Xometry platform is offers a number of in-depth resources: check out the FAQ, First Shift Blog, Design Guides, Manufacturing Standards, Materials Guide and Ultimate Guide for a plethora of useful information across all manufacturing processes. Because a stitch in time saves nine.
For More Info
Subscribe to our FREE magazine, FREE email newsletters or both!
Latest News
About the Author
Pamela Waterman worked as Digital Engineering’s contributing editor for two decades. Contact her via .(JavaScript must be enabled to view this email address).
Follow DE

